If you’ve been researching custom apparel for your business or team, you’ve probably come across the term DTG. The direct-to-garment printing definition is straightforward: it’s a method that uses specialised inkjet technology to print full-colour designs directly onto fabric. But understanding what that actually means for your project, in terms of quality, cost, and flexibility, takes a bit more detail.
DTG has changed how small businesses and startups approach custom clothing. Unlike traditional methods that require screens or transfers, it lets you print detailed, multi-colour artwork without large upfront setup costs. That’s exactly why we use it at Apex Workwear as one of our core printing methods for custom apparel orders across Canada.
This article breaks down how DTG printing works from a technical standpoint, where it outperforms alternatives like screen printing and DTF, and where those methods might serve you better. By the end, you’ll have a clear picture of whether DTG is the right fit for your next order, and how to get the most out of it when it is. Let’s get into it.
Why DTG printing matters
For small businesses, contractors, and teams ordering custom apparel, the method you choose has a direct impact on your budget, timeline, and final result. Understanding the direct to garment printing definition goes beyond knowing that it’s inkjet technology on fabric. It’s about knowing what this method unlocks for businesses that can’t justify large minimum order quantities or weeks-long production timelines just to get a run of branded shirts made.
Traditional printing methods were built around volume. The more you ordered, the more sense they made financially. DTG flipped that model by removing setup costs almost entirely, which means a 10-piece run costs roughly the same per unit as it would at a much higher quantity. That shift matters enormously for startups, event organisers, and small teams who need professional-looking apparel without committing to inventory they may never fully use.
DTG makes professional custom apparel accessible to businesses at any scale, not just those with large budgets or warehouse space.
Design freedom for complex artwork
One of the strongest reasons DTG matters is what it does for your artwork. Screen printing and embroidery both impose real limits on colour count and fine detail, which forces you to strip down designs that might otherwise represent your brand exactly as you envisioned. DTG removes those constraints entirely, letting the file speak for itself.

With DTG, you can print photographic images, gradients, and artwork with dozens of individual colours at no extra cost per colour. That’s simply not possible with screen printing without a significant price increase for each additional colour separation. If your logo includes a detailed illustration, or your team wants a photo-realistic graphic on a shirt, DTG is often the only method that delivers it accurately without inflating the cost.
Here are specific design types where DTG consistently performs well:
- Photographic prints with fine detail, shadows, and shading
- Artwork featuring more than four or five colours
- Designs with transparent backgrounds or gradient transitions
- Small batch runs where setup costs from other methods would be impractical
Speed and flexibility for time-sensitive orders
Beyond design capability, DTG matters because of how quickly it moves from approved file to finished garment. No screens need to be made, no transfers need to be pre-cut, and no large staging batches need to be prepared before a single item is printed. Once your artwork is confirmed, production can start almost immediately.
For businesses with tight deadlines or order sizes that shift depending on need, this kind of flexibility is genuinely useful rather than just a marketing point. You order exactly what you need, when you need it, and adjust quantities on future orders without incurring extra fees or renegotiating minimums. That responsiveness is rare with high-volume-first methods, and for many small businesses across Canada, it’s the single factor that makes DTG the clear choice for custom apparel.
How DTG printing works step by step
Understanding the direct to garment printing definition becomes much clearer once you see the actual production steps. The process is more structured than it might appear from the outside, and each stage has a direct impact on how your finished garment looks and how well it holds up after repeated washing. Knowing the sequence also helps you understand why turnaround times and garment colour both affect the final result.
Pre-treatment and garment preparation
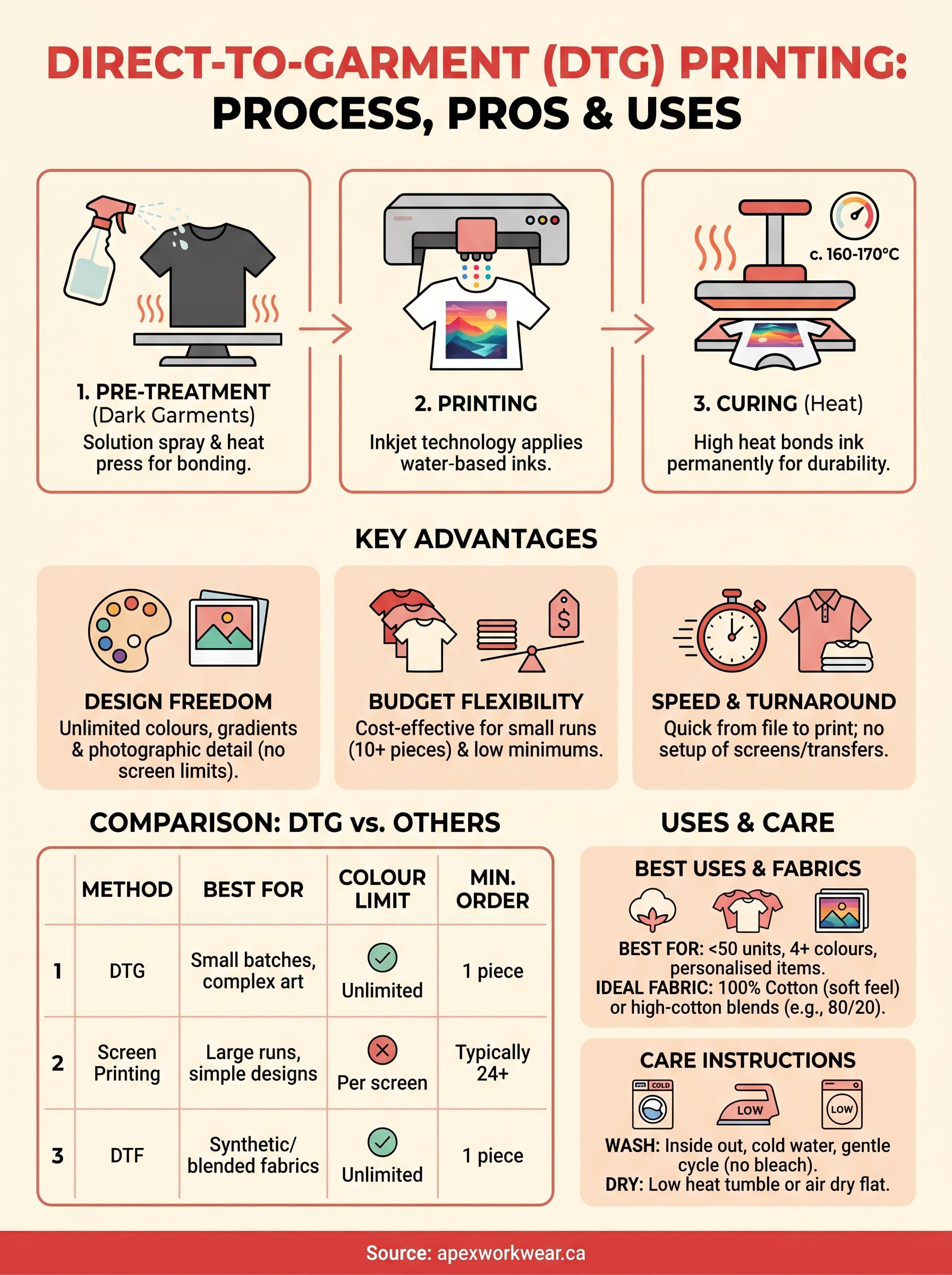
Before any ink touches the fabric, dark or coloured garments need a pre-treatment solution applied to help the ink bond properly with the fibres. Light-coloured garments, particularly white ones, typically skip this stage entirely. The pre-treatment liquid is sprayed evenly across the print area, then heat-pressed firmly into the fabric to activate it. Skipping or rushing this step is one of the most common causes of poor adhesion and faded prints, so it is not optional on darker garments.
Printing and curing the design
Once the garment is prepped and loaded flat onto the printer’s platen, the machine reads your digital file and begins applying ink in controlled layers. Specialised water-based inks are deposited directly onto the fibres using print heads that move across the surface, similar to how a desktop inkjet printer works on paper, but calibrated specifically for textile surfaces. Your artwork reproduces exactly as it appears in the file, including any fine detail, gradients, or photographic elements, without any manual colour mixing or screen setup.
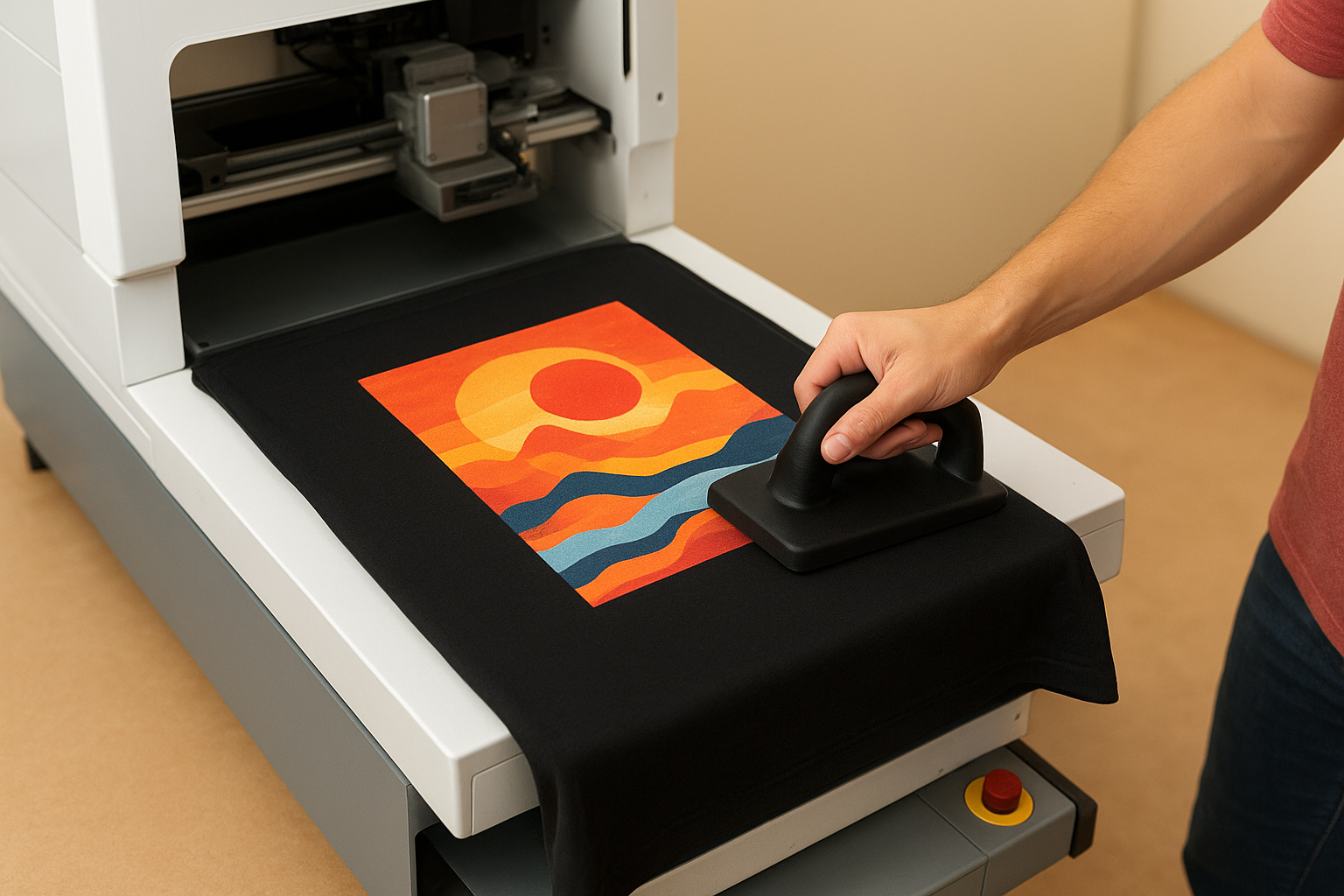
The curing stage is where the print gets its durability. Without proper heat, even a well-printed garment will wash out within a few cycles.
After printing, the garment moves through a heat curing process in either a conveyor dryer or a heat press. Temperatures typically reach between 160°C and 170°C, which bonds the ink permanently into the fabric structure. The garment then needs a brief cool-down period before it is folded or packaged. From start to finish, the full process takes roughly 15 to 30 minutes per garment, depending on design complexity and the equipment being used.
DTG vs screen printing, DTF, and other methods
Choosing the right printing method means matching your order size, design complexity, and budget against what each process actually delivers. Once you understand the direct to garment printing definition and how it sits alongside alternatives, the decision becomes much clearer for your specific project.
The best printing method isn’t always the newest one. It’s the one that fits your specific order requirements.
DTG vs screen printing
Screen printing uses physical stencils, called screens, to push ink through a mesh layer onto fabric. It produces bold, vibrant colours on large runs and costs less per unit when you’re ordering hundreds of identical items. However, each colour in your design requires a separate screen, which adds setup costs and limits how many colours you can include affordably. DTG skips all of that, making it the stronger choice for small batches, detailed artwork, and designs with many colours. Screen printing pulls ahead when you need 50 or more units of a simple, single-colour design and want the lowest possible cost per garment.
DTG vs DTF
DTF, or direct-to-film printing, transfers a design printed onto a film sheet onto the garment using heat and adhesive powder. Unlike DTG, DTF works on a wider range of fabric types, including polyester and blended materials that DTG typically struggles with. The trade-off is texture: DTF prints sit on top of the fabric surface rather than bonding into the fibres, which can feel stiffer on the finished garment. DTG produces a softer, more natural feel on 100% cotton or high-cotton blends, making it the preferred option when wearability matters. If your team wears performance-wear or non-cotton uniforms, DTF or sublimation printing may suit your needs better.
Here’s a quick comparison to help you decide:
| Method | Best for | Colour limit | Minimum order |
|---|---|---|---|
| DTG | Small batches, complex artwork | Unlimited | 1 piece |
| Screen printing | Large runs, simple designs | Per screen | Typically 24+ |
| DTF | Synthetic or blended fabrics | Unlimited | 1 piece |
Best uses, fabrics, and design tips for DTG
Knowing the direct to garment printing definition is one thing, but knowing when and where to apply it saves you time, money, and frustration on your next order. DTG is not a universal solution, but when the conditions are right, no other method matches its combination of design freedom and low-quantity flexibility for custom apparel.
Where DTG works best
DTG suits orders where design complexity and small quantities go hand in hand. If you’re producing branded merchandise for a product launch, custom shirts for a team of 15, or personalised items for a corporate event, DTG handles all of these without requiring large minimums or setup lead times. It also works particularly well for on-demand or individually personalised printing, where each garment carries a slightly different name, number, or detail, something screen printing simply cannot accommodate cost-effectively at small scale.
DTG is the most practical option when your design has more than four colours and your order has fewer than 50 units.
Fabrics that suit DTG
100% cotton is the ideal substrate for DTG printing. Natural cotton fibres absorb water-based inks readily and produce sharp, vibrant results with a soft hand feel. High-cotton blends, such as 80/20 cotton-polyester, also perform well, though you may notice slightly reduced vibrancy on the polyester content.
Fabrics with a rough texture or very high synthetic fibre count limit ink absorption noticeably. These surfaces produce duller colours and less defined edges regardless of how well your artwork file is prepared, so choosing the right blank garment matters as much as the design itself.
Design tips for a strong DTG result
Your artwork file quality has a direct impact on what comes off the printer. Always supply your design at 300 DPI or higher, sized to the actual print dimensions, to avoid pixelation on the finished garment. On dark garments, the white under-base will show through any semi-transparent areas in your file, so flatten transparency before submitting. Keep text above 14 points and avoid very thin line work to preserve readability once the ink cures into the fabric. Clean, high-contrast artwork consistently produces the strongest DTG results.
DTG limitations, durability, and care
No printing method is perfect for every situation, and a complete understanding of the direct to garment printing definition includes knowing its boundaries. DTG delivers excellent results when the conditions are right, but there are real constraints around fabric type, colour, and long-term durability that you should factor into your decisions before placing an order.
Where DTG falls short
DTG struggles on dark garments more than any other variable. To print on black or navy fabric, the printer lays down a white under-base first, and that layer adds ink volume and slightly raises the cost compared to printing on white or light-coloured blanks. The under-base can also affect how colours appear if the garment stretches or shifts during wear, occasionally producing faint cracking on heavily distorted areas over time.
DTG is not the strongest option for bulk orders above 50 units with simple, single-colour designs, where screen printing delivers better value per piece.
Polyester and synthetic fabrics absorb water-based DTG inks poorly, which results in muted colours and reduced print definition regardless of artwork quality. If your team wears moisture-wicking or performance-wear garments, you will get better results from DTF or sublimation printing instead.
Washing and care instructions
Proper washing habits extend the life of any DTG print significantly. Turn the garment inside out before washing, use cold water on a gentle cycle, and avoid bleach or fabric softeners entirely. Both products break down the ink bond over time and accelerate fading faster than regular wear does.
When it comes to drying, low heat in a tumble dryer or air drying flat is the safest approach. High heat repeatedly applied to a DTG print degrades the cured ink layer and causes premature cracking or peeling along the edges of your design. Following these care steps consistently means your garments can hold their print quality for well over 30 washes, which is the reasonable benchmark for a well-produced DTG order.
Next steps
You now have a complete picture of the direct to garment printing definition and everything that sits behind it. From the pre-treatment stage through to wash care, you know what DTG delivers, where it performs best, and where alternative methods like screen printing or DTF make more practical sense for your order.
Choosing a printing method is ultimately about matching the right process to your specific design, fabric, and quantity requirements. DTG works exceptionally well for small runs, detailed artwork, and 100% cotton garments. Push beyond those conditions, and the comparison table in this article points you toward the better option.
When you’re ready to move forward with custom apparel for your business, team, or event, Apex Workwear handles orders of all sizes with honest pricing and no hidden setup fees. Get your quote started today at Apex Workwear and have an expert review your artwork within 24 hours.