Choosing the best fabric for DTG printing can make or break your custom apparel. Pick the right material and you get sharp, vibrant designs that hold up wash after wash. Pick the wrong one and you’re left with faded graphics, cracked ink, and wasted money, none of which look good on a team uniform or branded hoodie.
The reason fabric matters so much comes down to how DTG ink bonds with fibres. Some materials absorb ink beautifully, while others resist it almost entirely. Understanding that relationship is the difference between a print that lasts and one that disappoints after the first wash. It’s also one of the most common questions we hear at Apex Workwear, where we handle DTG printing daily for businesses, teams, and individuals across Canada.
Below, we break down eight fabric options ranked by how well they perform with DTG printing, covering fibre composition, print quality, durability, and when each one makes sense. Whether you’re ordering custom t-shirts for your crew or testing a new design for your brand, this guide will help you choose the right material from the start.
1. Apex Workwear pick: combed ring-spun cotton
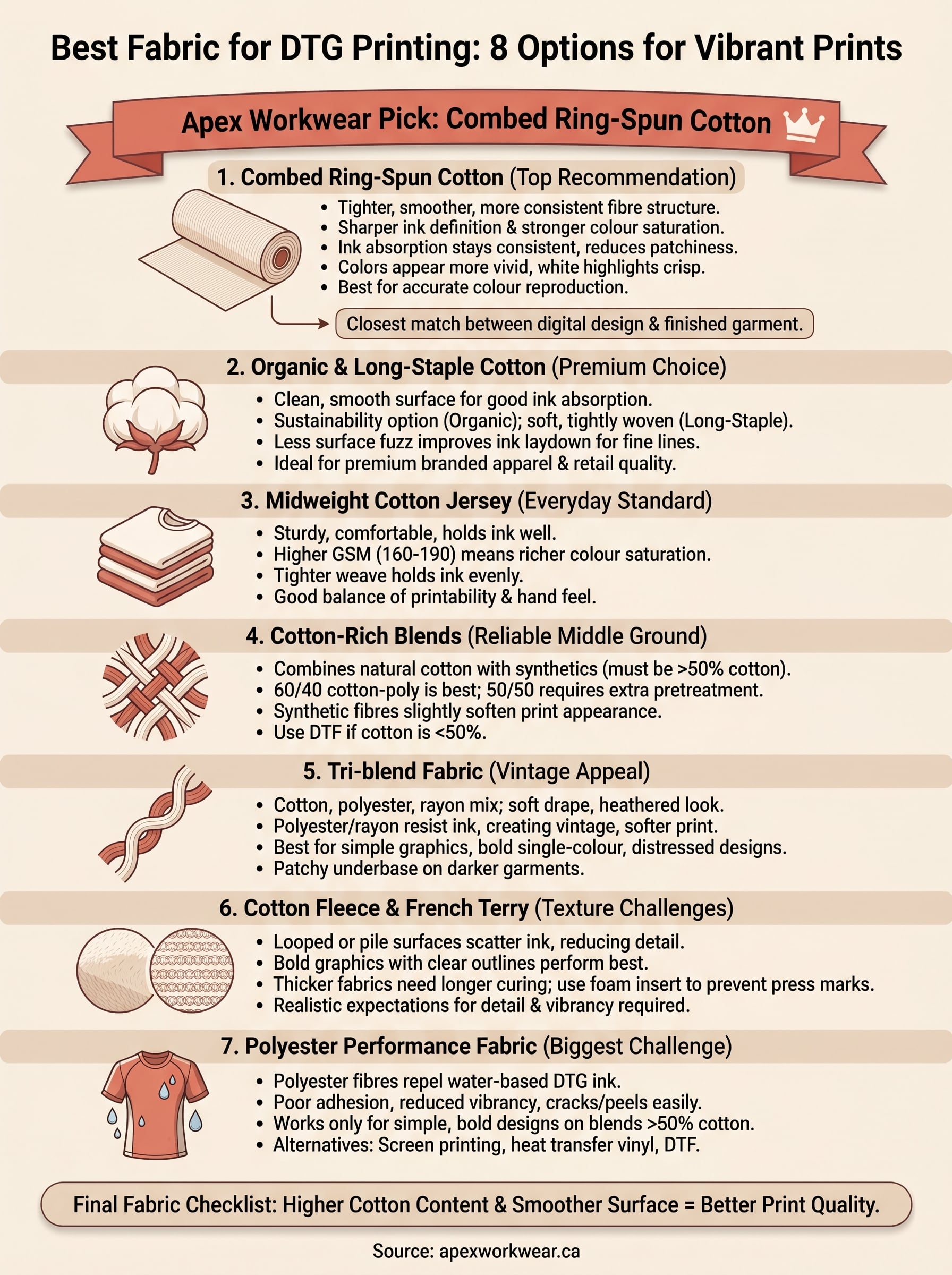
Combed ring-spun cotton is our top recommendation for DTG printing, and it is the fabric we reach for first at Apex Workwear when a client wants the best fabric for DTG printing results. The fibre structure is tighter, smoother, and more consistent than standard cotton, which directly translates to sharper ink definition and stronger colour saturation on the finished garment.
Combed and ring-spun explained
These two processes refine raw cotton before it becomes fabric. Ring-spinning twists fibres in a continuous, controlled motion to create a finer, stronger yarn. Combing removes short, weak fibres beforehand, leaving only the longest, most uniform strands behind. The result is a noticeably smoother yarn with fewer surface imperfections that can disrupt ink laydown.
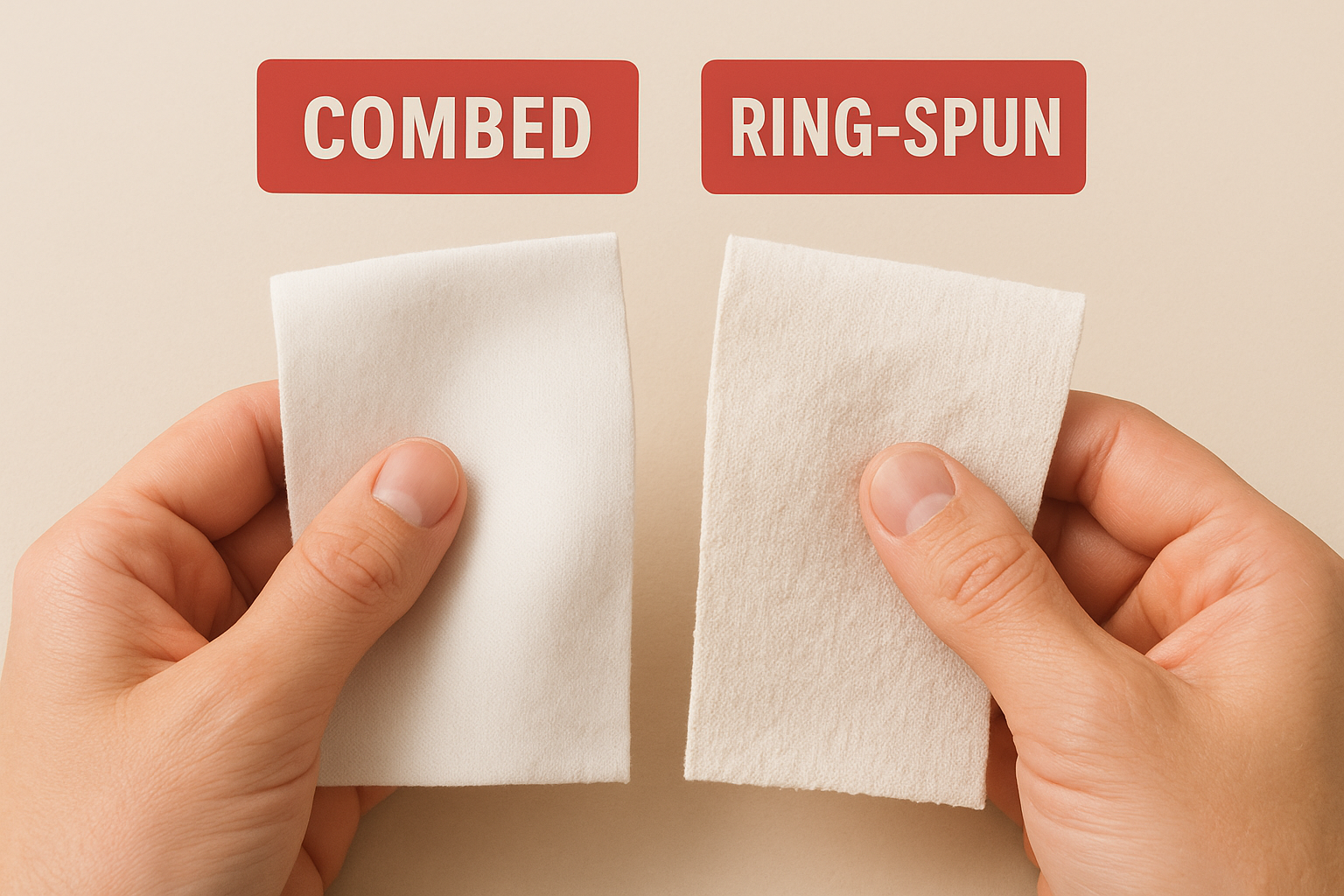
- Ring-spun: stronger yarn, finer twist, softer feel
- Combed: removes short fibres, improves surface consistency
- Combined: the smoothest cotton surface available for printing
Print results you can expect
When you print on combed ring-spun cotton, ink absorption stays consistent across the surface, which reduces patchiness and keeps fine details sharp. Colours appear more vivid because the smooth fabric reflects light evenly rather than scattering it across uneven fibres. White highlights stay crisp, gradients blend cleanly, and the overall print sits closer to your digital proof than almost any other fabric.
Combed ring-spun cotton consistently produces the closest match between your digital design and the finished, washed garment.
Best garments and colours
Light and white garments in combed ring-spun cotton skip the underbase and deliver the most accurate colour reproduction straight onto the fabric. Dark garments still work well, but your printer applies a white underbase layer first so colours sit correctly on top. Reliable blanks include the Bella+Canvas 3001 and Next Level 3600, both known for consistent fibre quality.
Pretreat and curing tips
Pretreatment helps DTG ink bond properly to cotton fibres, so applying the right amount for your garment weight matters. Too much leaves a visible residue; too little causes early cracking. Curing temperature for most water-based DTG inks should sit between 320°F and 330°F, with dwell time adjusted for fabric thickness.
Common mistakes
The most frequent error is skipping pretreat on dark garments, which makes colours look faded straight out of the press. Equally common is selecting low-thread-count cotton and expecting combed ring-spun print quality; the fibre quality simply is not there, and every print will show the difference.
2. Organic and long-staple cotton
Organic and long-staple cotton varieties sit just below combed ring-spun in terms of DTG print performance, but they bring real advantages depending on your market and garment purpose. Both fibre types offer a clean, smooth surface that absorbs ink well and holds detail through repeated washes.
Organic cotton
Organic cotton is grown without synthetic pesticides or fertilisers, which makes it a strong choice if your brand targets sustainability-conscious customers. The fibre quality is comparable to conventional cotton, and ink adhesion remains solid provided the fabric carries a high thread count and consistent weave.
Pima and Supima cotton
Pima cotton uses extra-long staple fibres, and Supima is the American-grown, certified version of the same fibre. Both produce a noticeably soft, tightly woven fabric that rivals combed ring-spun cotton for print surface consistency.
Long-staple cotton fibres create fewer surface interruptions, which directly improves how cleanly DTG ink lays down across detailed artwork.
How these differ from standard cotton
Standard cotton uses shorter, more variable fibres that leave a rougher surface. Longer staple lengths reduce surface fuzz and uneven texture, so your ink spreads more predictably. This matters most when your design includes fine lines or small text.
Best use cases
These fabrics work well for premium branded apparel, where customers expect a softer hand feel alongside strong print quality. They suit retail-quality tees and branded gifting programmes where the unboxing experience matters.
What to watch for
Organic cotton can vary in fibre consistency between suppliers, so always request a sample before committing to a large run. Lower-grade organic blanks sometimes carry surface fuzz that reduces print sharpness in ways similar to open-end spun conventional cotton.
3. Midweight cotton jersey
Midweight cotton jersey is a strong contender when you’re choosing the best fabric for DTG printing for everyday branded apparel. It sits comfortably in the middle of the weight range, giving you a fabric that is sturdy enough to hold ink well without feeling stiff or heavy on the wearer.
GSM and why weight matters
GSM stands for grams per square metre and tells you how dense a fabric is. For DTG printing, a higher GSM means more fibre surface for ink to bond to, which generally improves colour depth and print durability across washes.
Sweet spots for tees, long sleeves, and tanks
For most custom t-shirts and long sleeves, a GSM range of 160 to 190 gives you the ideal balance of printability and everyday comfort. Tanks often run slightly lighter, around 130 to 150 GSM, but still perform well when the cotton quality is consistent throughout the weave.
How weight affects colour, detail, and hand feel
Heavier jersey fabrics tend to produce richer colour saturation because the tighter weave holds ink more evenly across the surface. Lighter fabrics can feel softer but may show reduced colour vibrancy, especially on dark garments where the underbase layer needs a stable surface beneath it.
Fabric weight directly influences how well the white underbase bonds to the garment, which affects every colour printed on top.
How to avoid ink bleed and shirt scorch
Ink bleed happens when the heat press pushes wet ink sideways into surrounding fibres. Keep press pressure moderate and use a Teflon sheet or parchment paper to protect the surface during curing.
When to pick heavyweight streetwear blanks
If your design targets streetwear or retail-quality drops, move up to 220 GSM or above. Heavier blanks carry a premium hand feel that matches customer expectations at higher price points for branded garments.
4. Cotton-rich blends
Cotton-rich blends combine natural cotton fibres with synthetic materials like polyester or modal, giving you a fabric that balances printability with everyday performance. They sit in a reliable middle ground for DTG printing, provided the cotton percentage stays high enough to support proper ink absorption throughout the garment.
What counts as cotton-rich
A fabric qualifies as cotton-rich when cotton makes up more than 50% of the fibre composition. This threshold matters because DTG ink relies on cotton fibres to bond correctly during curing. Blends below 50% cotton struggle to absorb ink consistently and often produce patchy, washed-out results that disappoint on the finished garment.
How blends change colour and feel
Synthetic fibres in the blend create a slightly different surface texture compared to 100% cotton, which can soften the final print appearance. Polyester fibres reflect ink differently, reducing colour vibrancy on detailed artwork and photographic prints compared to what you would achieve on pure cotton.
The higher the cotton content in your blend, the closer your DTG print quality will come to the best fabric for DTG printing results you see on pure cotton garments.
Best blend ratios for DTG
A 60/40 cotton-polyester blend is the most reliable starting point for DTG printing. It retains enough cotton surface for solid ink adhesion while the polyester contributes stretch and shape retention. A 50/50 blend can still work but requires extra pretreatment to compensate for the lower cotton content.
Pretreat and wash durability tips
Apply pretreatment evenly across the full print area, and increase the amount slightly compared to 100% cotton garments to account for reduced fibre absorption. Cold water washing combined with tumble drying on low extends print life considerably on blended fabrics.
When to use DTF instead
If your order requires printing on a garment with less than 50% cotton, switch to direct-to-film printing. DTF transfers bond to the fabric surface directly rather than relying on fibre absorption, making it the stronger option for synthetic-heavy materials where DTG ink will not hold reliably.
5. Tri-blend fabric
Tri-blend fabric sits at the softer end of the cotton blend spectrum, combining three fibres into a single garment that feels lighter and more supple than standard cotton. It can work well for DTG printing when you understand its specific limitations and strengths before placing your order.
What tri-blend is
Tri-blend combines cotton, polyester, and rayon in a single yarn, typically in a 50/25/25 ratio. Each fibre contributes something different: cotton provides ink absorption, polyester adds durability, and rayon delivers the soft drape that makes tri-blend garments so comfortable to wear daily.
The vintage look and why it happens
The mixed fibre surface creates a slightly heathered appearance that gives prints a worn-in, vintage quality. Polyester and rayon fibres do not absorb DTG ink the way cotton does, so ink distributes unevenly across the weave and naturally softens the final print result.
If your client expects photo-realistic or highly detailed prints, tri-blend is not the best fabric for DTG printing on their order.
Design styles that suit tri-blends
Simple graphics, bold single-colour artwork, and distressed or hand-drawn designs translate best onto tri-blend fabric. The natural print softness actually enhances vintage-style logos and retro typography, making the fabric a genuine asset when the design calls for that aesthetic.
Colour choices and white underbase
Lighter tri-blend garments produce cleaner print results without needing a white underbase. On mid-tone or dark tri-blends, the underbase can appear patchy because polyester and rayon fibres resist the pretreatment that helps underbase ink bond properly to the fabric surface.
Care instructions to protect the print
Turn garments inside out before washing and use cold water to reduce stress on the ink layer. Tumble drying on low preserves both the fabric drape and the print integrity far longer than high-heat drying cycles.
6. Cotton fleece and French terry
Cotton fleece and French terry both work for DTG printing when you approach them with adjusted technique, but neither represents the best fabric for DTG printing in terms of raw print quality. Their looped or pile surfaces create unique challenges that require realistic expectations about final detail and colour vibrancy before your order goes to print.
Fleece vs French terry
Fleece has a brushed, napped interior that creates a soft pile surface, while French terry features exposed loops on one side and a smooth face on the other. French terry gives you a more printable surface because the flat face side accepts ink more consistently than a fully napped fleece construction.

Pile, loops, and print smoothness
Surface texture directly affects how evenly ink lands across the garment. Thick pile or visible loops scatter ink and reduce detail sharpness, so simpler, bolder designs perform far better than fine-line artwork on these fabrics.
Bold graphics with clear outlines translate well onto fleece and French terry, where fine details will always lose definition against the uneven surface.
Best placements and print sizes
Keep print placements on the flattest sections of the garment, such as the chest or upper back. Avoid seams, pockets, and ribbed cuffs. Larger print dimensions compensate for the softer edge definition these surfaces naturally produce.
Curing considerations for thicker fabrics
Thicker fabrics need longer dwell times during curing to drive heat through the full fibre depth. Most fleece garments cure properly between 330°F and 340°F, but always test a sample before committing to a full production run.
How to prevent press marks and flat spots
Use a foam insert or thick pressing pillow inside the garment to lift the print area away from the platen. This protects the surrounding fabric and prevents the permanent flat marks that heat and pressure leave on brushed or looped surfaces.
7. Polyester performance fabric
Polyester performance fabric presents one of the biggest challenges in DTG printing. Understanding why it struggles helps you avoid costly misprints and choose the best fabric for DTG printing when performance wear is on the table.
Why polyester is hard for DTG
Polyester fibres repel water-based DTG ink rather than absorbing it the way cotton does. This causes poor adhesion, reduced colour vibrancy, and a print that cracks or peels after just a few washes.
When it can still work
Low-heat DTG printing on polyester-cotton blends above 50% polyester can yield acceptable results for simple, single-colour designs. Your expectations need to stay realistic, as fine detail and photo-realistic artwork will not translate well onto a synthetic surface.
Polyester works best for DTG only when the design is bold, the blend still contains significant cotton, and the use case does not demand wash-after-wash durability.
Best polyester blends for acceptable results
A 65/35 polyester-cotton blend pushed to its limits with heavy pretreatment can produce a usable print. However, a 50/50 blend gives you noticeably better ink adhesion and remains the minimum ratio worth attempting with DTG.
Alternatives for performance wear
Screen printing and heat transfer vinyl both bond to polyester surfaces far more reliably than DTG ink. DTF transfers also work well on performance fabrics, giving you sharp, durable prints without the absorption issues that water-based DTG ink faces on synthetic fibres.
How to set expectations with customers
Always show your customer a physical sample before running a full polyester DTG order. Communicating the reduced vibrancy and wash durability upfront protects both the relationship and your reputation as a printer.
Final fabric checklist
Choosing the best fabric for DTG printing comes down to one consistent principle: the higher the cotton content and the smoother the fibre surface, the better your print will look and last. Combed ring-spun cotton leads the pack, followed by organic and long-staple varieties, midweight jersey, and cotton-rich blends. Tri-blend works for vintage-style designs, fleece and French terry suit bold graphics with adjusted technique, and polyester remains the hardest surface to print on reliably.
Before placing your next order, run through this quick check: confirm your garment is at least 60% cotton, verify the GSM suits your design complexity, and ask your printer about pretreatment requirements for any blended fabric. Switching to DTF is always worth considering when synthetic content climbs too high for DTG ink to bond properly.
Ready to put these fabric choices to work? Get a custom DTG printing quote from Apex Workwear and we will guide you to the right blank from the start.