If you’re weighing up DTG printing pros and cons before placing an order, you’re already asking the right question. Direct-to-garment printing is one of the most popular methods for producing custom apparel with full-colour designs, but it’s not the perfect fit for every project. Understanding where it shines, and where it falls short, saves you money, time, and frustration.
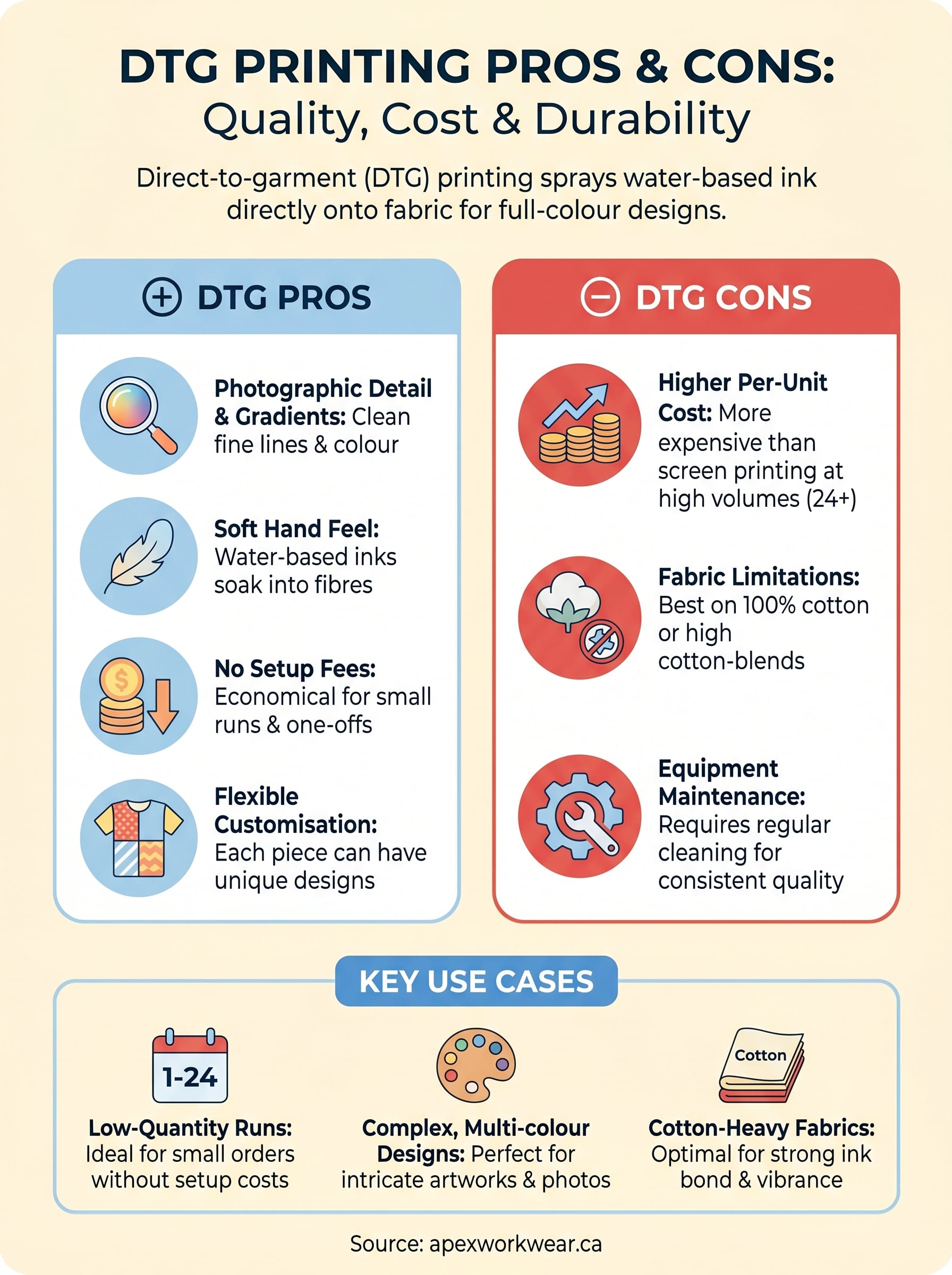
DTG works by spraying water-based ink directly onto fabric, almost like a high-end inkjet printer for clothing. That process gives it some clear strengths: photographic detail, soft hand feel, and the ability to print one shirt at a time without costly setup fees. But it also comes with trade-offs around production speed, fabric compatibility, and long-term durability that are worth knowing upfront.
At Apex Workwear, we use DTG printing alongside other methods for our Canadian customers, so we see first-hand which jobs it handles well and which ones call for a different approach. This guide breaks down DTG’s real advantages and limitations, covers how it stacks up against screen printing and DTF, and helps you decide whether it’s the right method for your next order.
Why DTG printing matters for custom apparel
Custom apparel has always been an effective way for businesses, teams, and individuals to project a unified image or promote a brand. For most of print history, the barrier to entry was high: traditional methods like screen printing required large minimum orders and expensive setup costs that made small runs economically unviable. DTG printing changed that equation by making it affordable to print even a single garment with a full-colour, photo-quality design.
The rise of on-demand and short-run printing
Before DTG became widely available, producing custom clothing meant committing to a batch of 48 or more pieces to offset the cost of creating screens and mixing inks. Small businesses, startups, and individual creators who needed just a handful of shirts were effectively priced out of professional-quality apparel. DTG removed that ceiling entirely, making short runs and one-off pieces a practical reality rather than a costly exception.
The technology matured significantly over the past decade, with print quality and ink formulations improving to the point where DTG output now rivals screen printing for complex designs. Modern DTG printers handle photographic gradients, fine linework, and hundreds of colours in a single pass, none of which are practical with screen printing at low quantities.
DTG printing opened professional custom apparel to anyone who needs one shirt or one hundred, without forcing a minimum that doesn’t fit the project.
Why the DTG printing pros and cons conversation matters for your budget
Understanding the full picture of DTG’s advantages and trade-offs isn’t just useful background. It directly affects the decisions you make around fabric choice, order quantity, design complexity, and spend. Choosing the wrong print method for a project can result in colours that fade quickly, a budget that overshoots, or a finish that doesn’t match what you had in mind.
For small businesses and teams across Canada, the stakes are practical. Whether you’re ordering branded polos for a trades crew, shirts for a community event, or samples for a product launch, knowing when DTG is the right call helps you get a better result for your money. The method suits certain jobs well and is genuinely the wrong tool for others, and that line is more straightforward than most people expect.
Here’s where DTG tends to fit best at a glance:
- Low-quantity runs (1-24 pieces): No setup fees make DTG the most cost-effective option for small orders.
- Complex, multi-colour designs: Gradients and photographic images print without adding cost per colour.
- Cotton-heavy fabrics: DTG performs best on 100% cotton or high cotton-blend garments where ink bonds properly.
- Individual customisation within one order: Each piece can carry a different name, number, or design at no extra setup cost.
Knowing these use cases upfront means you can approach any custom apparel order with a clear sense of whether DTG is the tool for the job, or whether a method like screen printing or DTF will serve you better. The sections below give you everything you need to make that call.
How DTG printing works step by step
Understanding the process behind DTG helps you see why the dtg printing pros and cons play out the way they do. The entire workflow runs in four main stages: pre-treatment, loading, printing, and curing. Each step affects the final result, so knowing what happens between placing your order and receiving your shirt gives you a realistic picture of what to expect.
Pre-treating the fabric
Before any ink touches the garment, a pre-treatment solution is applied to the fabric. This liquid, similar in consistency to water, primes the fibres so the ink bonds properly rather than sitting on the surface and washing away. On dark-coloured garments, the pre-treatment is especially critical because it acts as a base that allows white ink to show up correctly beneath the design. Light-coloured and white garments sometimes skip this step entirely, which speeds up production on pale fabrics.
Pre-treatment quality is one of the biggest factors separating a DTG print that lasts from one that fades after a few washes.
Loading and printing the design
Once the garment is pre-treated and dried, it gets loaded onto a flat printing platen, which holds the fabric taut and feeds it through the printer at a precise, controlled rate. The DTG machine then reads your design file and fires water-based inks directly onto the fabric through fine print heads, building up the image layer by layer in a single pass. The process looks similar to how a desktop inkjet printer works, but at a much higher resolution and with inks specifically formulated to bond with textile fibres.

Curing the finished print
After printing, the garment goes through a heat curing stage, usually via a conveyor dryer or heat press. This step locks the ink permanently into the fabric fibres and completes the bond started by the pre-treatment. Skipping or rushing the cure is what causes peeling, cracking, or premature fading, which is why professional equipment and proper settings matter for durability. Once cured, the shirt is ready to wash, wear, and use like any standard garment.
DTG printing pros: quality, feel, flexibility
When you weigh up the dtg printing pros and cons, the advantages often tip the scale for the right type of project. DTG delivers a level of print quality and production flexibility that other methods simply cannot match at low quantities, and those strengths make it a practical choice for a wide range of custom apparel jobs.
Print quality that handles complexity
DTG excels when your design includes gradients, photographic detail, or a high number of colours. Because the printer builds the image by firing individual ink droplets onto the fabric, it reproduces fine linework and continuous tone images cleanly, without the banding or colour limitations you get with screen printing. Designs that would require dozens of separate screens to reproduce conventionally print in a single pass with DTG.
For designs with photographic elements or more than a handful of colours, DTG is often the only method that produces a clean result at a low quantity.
Complex artwork, including logos with subtle shadows or team photos, comes out with crisp edges and accurate colour matching. That level of detail is consistent whether you’re printing one piece or twenty.
Soft hand feel on finished prints
One of the most noticeable differences between DTG and vinyl or screen printing is how the finished garment feels. Water-based inks soak into the fabric fibres rather than sitting on top of them, which means the printed area stays soft and breathable after curing. You can wash and wear a well-cured DTG shirt repeatedly without feeling a thick, rubbery layer on the fabric.
This matters particularly for everyday workwear and fitted apparel where comfort through a long shift or active day is a priority. A stiff, cracking print draws complaints; a soft, durable finish gets worn regularly.
Flexibility for small runs and custom orders
DTG carries no setup fees and no minimum order requirements, which makes it genuinely cost-effective for short runs. Each garment is printed individually, so you can include different names, numbers, or designs across a single order without any additional cost per variation. That flexibility suits personalised gifts, sample runs, and small team orders where variety matters.
DTG printing cons: cost, limits, maintenance
No honest look at dtg printing pros and cons is complete without covering where the method struggles. DTG has real limitations that can affect your budget and your results, and knowing them upfront lets you avoid choosing it for a job it isn’t suited for.
Per-unit cost at higher quantities
DTG prints each garment individually, which means production time and ink cost stay roughly constant per piece regardless of how many you order. At low quantities that’s an advantage, but as your order grows past 24 to 48 pieces, the per-unit cost becomes noticeably higher than screen printing. Screen printing spreads its setup cost across the full run, so the per-shirt price drops significantly at volume. If you’re ordering 100 identical shirts, screen printing will almost always undercut DTG on price.
For orders above 50 pieces with a single design, always compare DTG quotes against screen printing before committing.
Fabric and colour limitations
DTG performs best on 100% cotton or high cotton-blend fabrics because the water-based inks bond directly with natural fibres. Polyester, nylon, and synthetic blends resist ink absorption, which leads to faded colours and poor adhesion after washing. Dark garments also require a white ink underbase, which adds a layer beneath your design and can slightly soften edge sharpness on intricate details. If your uniform or apparel uses synthetic performance fabrics, DTG is likely the wrong choice.

- Cotton (100%): Ideal, best colour vibrancy and durability
- Cotton/poly blend (50/50 or higher cotton): Acceptable, minor vibrancy loss
- Synthetic or polyester-heavy fabrics: Poor adhesion, not recommended
Equipment maintenance and consistency
DTG machines require regular cleaning and calibration to keep print heads clear and colour output consistent. When equipment is not maintained properly, you can see banding, colour shifts, or uneven ink coverage across a batch. This is less of a concern when you work with an established print provider, but it’s worth asking about a provider’s equipment standards before placing a large or time-sensitive order. The quality gap between a well-maintained and a neglected DTG machine is visible on the finished garment.
DTG vs screen printing vs DTF vs heat transfer
Choosing between print methods comes down to order size, fabric type, and design complexity. Each method handles a specific range of jobs well, and putting them side by side makes the decision clearer. Understanding dtg printing pros and cons in context with the alternatives helps you pick the right process before committing your budget to an order.
Screen printing
Screen printing pushes plastisol inks through mesh screens onto the garment, one colour layer at a time. It delivers strong opacity and durability on most fabrics, and the per-unit price drops sharply at volume, making it the better choice when you’re ordering 50 or more identical pieces. The trade-off is setup cost: complex or photographic designs require multiple screens, which adds significant expense at low quantities. Artwork also cannot change between pieces within a run, so personalised orders are not practical with this method.
DTF printing
DTF (direct-to-film) printing transfers a pre-printed film sheet onto fabric using heat and adhesive powder. Unlike DTG, it bonds to virtually any fabric type, including polyester and synthetic blends, which makes it a practical option for performance wear and technical garments where DTG inks fail to adhere. DTF handles full colour and fine detail well, though the finish sits slightly above the fabric surface, giving it a marginally firmer feel than DTG on cotton.
If your order involves synthetic fabrics or a mix of fabric types across one run, DTF is usually the more reliable choice than DTG.
Heat transfer vinyl
Heat transfer vinyl uses cut vinyl sheets bonded to your garment with heat. It suits clean, bold, single-colour graphics rather than detailed or gradient-heavy artwork. The main limitation is longevity: vinyl can crack or peel under heavy daily use or frequent washing, which makes it less suitable for workwear or pieces that get worn hard.
| Method | Best for | Fabric compatibility | Quantity sweet spot |
|---|---|---|---|
| DTG | Complex designs, short runs | Cotton-heavy fabrics | 1-48 pieces |
| Screen printing | Simple designs, volume orders | Most fabrics | 50+ pieces |
| DTF | Any fabric, full colour | All fabrics | 1-50 pieces |
| HTV | Bold graphics, names | Most fabrics | 1-25 pieces |
What to do next
Working through the dtg printing pros and cons gives you a clear framework for making smarter decisions on your next custom apparel order. DTG is a strong choice for short runs, complex designs, and cotton-heavy garments, but it is not the right fit for every job. Screen printing wins on volume, DTF handles synthetic fabrics better, and heat transfer vinyl suits simple bold graphics at low quantities.
The best move from here is to match your project details to the right method before placing an order. Think about your fabric type, order quantity, and design complexity, and you will narrow down the options quickly. If you are not sure which method fits your specific project, getting a quote from a knowledgeable provider is the fastest way to find out. The team at Apex Workwear can review your design, advise on the best print method, and turn your order around quickly, with no minimums and free local shipping across the GTA.