If you’ve ever tried to DTG print on polyester, you probably noticed the results weren’t what you expected. Colours bleeding, ink washing out after a single cycle, or prints that look faded straight off the press, polyester and DTG have a complicated relationship. The short answer is yes, DTG can print on polyester, but the process comes with real technical hurdles that you need to understand before placing an order.
At Apex Workwear, we handle custom apparel printing for businesses, teams, and individuals across Canada, and this is one of the most common questions we get. Polyester is everywhere, from performance wear to uniforms, so wanting vibrant, full-colour prints on it makes perfect sense. The challenge is that DTG was originally built for cotton, and polyester plays by different rules.
This article breaks down exactly what works, what doesn’t, and what you need to know about pretreatment, ink compatibility, and printer settings to get quality results on polyester. Whether you’re ordering custom team jerseys or branded activewear, understanding these limitations upfront will save you time, money, and frustration.
What makes polyester hard for DTG
Polyester is a synthetic fabric, and that distinction matters when it comes to DTG printing. Unlike cotton, which has a porous, hydrophilic fibre structure that soaks up water-based ink, polyester is essentially plastic at the fibre level. That single difference creates a chain of technical problems that affect ink adhesion, colour accuracy, and print durability.
Dye migration is the core problem
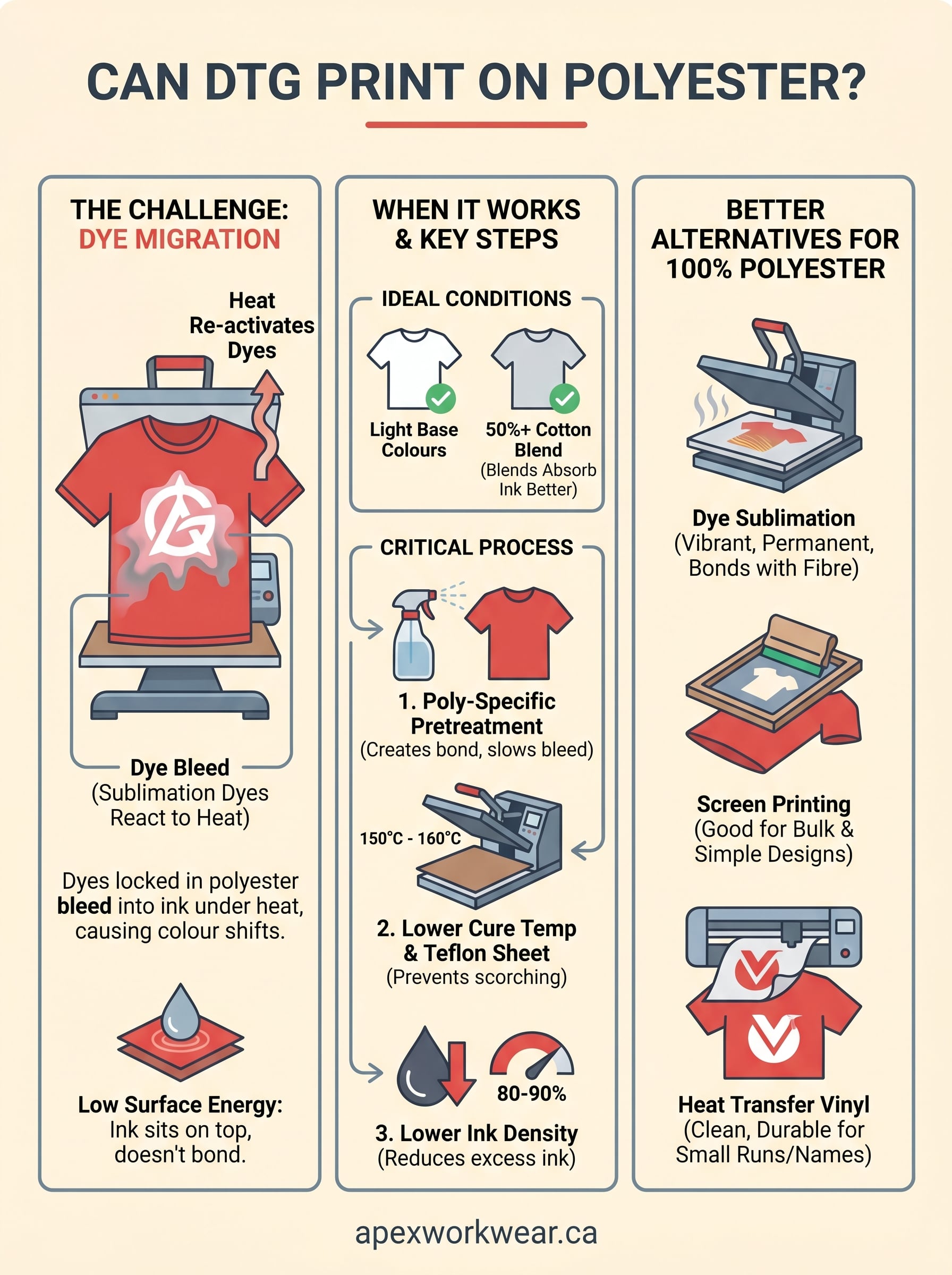
The biggest challenge when you DTG print on polyester is dye migration. Polyester is dyed with sublimation dyes that are heat-locked inside the fibres during manufacturing. When you apply heat to cure the DTG ink, those dyes reactivate and bleed upward into your print, creating an unwanted colour cast, often pink, grey, or yellow depending on the base fabric colour.

Dye migration can turn a crisp white logo pink after a single heat cure, and there’s no correcting it once the damage is done.
Your results depend heavily on polyester content and dye saturation. A 100% polyester jersey in a bright red will bleed far more aggressively than a 60/40 cotton-polyester blend in a neutral tone.
Low surface energy and heat sensitivity compound the issue
Water-based DTG ink needs a surface it can bond to. Polyester repels moisture rather than absorbing it, so ink sits on top of the fibres instead of bonding with them. Without proper pretreatment, prints peel or fade within a few washes. On top of that, curing temperatures between 160°C and 180°C risk scorching or warping polyester, especially on lightweight performance fabrics, so you end up fighting two separate problems at the same time.
When DTG on polyester can work
DTG printing on polyester isn’t a flat-out no in every situation. The results depend largely on fabric composition and garment colour, and when those two factors work in your favour, you can get acceptable, sometimes genuinely good, output.
Blended fabrics reduce the risk
The safest scenario for DTG on polyester is a cotton-polyester blend, ideally at 50/50 or higher cotton content. The cotton fibres give the ink something to absorb into, which reduces dye migration and improves wash durability. A 65/35 cotton-poly blend performs noticeably better than a pure polyester garment under the same conditions.
The higher the cotton percentage in your blend, the closer your results will be to printing on a standard cotton shirt.
Light base colours give you the best chance
If you’re asking whether can DTG print on polyester produces reliable results, the answer shifts toward yes when you’re working with a white or very light base colour. Darker and brighter polyester dyes migrate far more aggressively under heat, which directly contaminates your print.
White polyester blends and pale grey garments give you the most predictable outcome because there’s minimal sublimation dye present to bleed upward into the ink layer during curing.
How to DTG print on polyester step by step
Getting consistent results when you DTG print on polyester comes down to following the right sequence. Each step builds on the last, so skipping one raises your risk of dye migration, poor adhesion, or a wasted garment.
Pretreat the garment correctly
Polyester needs a pretreatment solution formulated for synthetic fibres, not the standard cotton version. Apply it evenly across the print area using a spray unit, then press flat at low heat to remove moisture before printing. The pretreatment creates a bonding surface for the ink and contains inhibitors that slow dye bleed during curing.

Uneven pretreatment is one of the most reliable ways to ruin a polyester print, so take your time with this step.
Follow this basic order before you print:
- Select a light-coloured blend with at least 50% cotton content
- Apply a full, even coat of polyester-specific pretreatment across the entire print area
- Press flat to remove moisture before loading the garment into the printer
Cure at the right temperature
Lower cure temperatures are non-negotiable on polyester. Set your heat press to around 150°C to 160°C and use a Teflon sheet to protect the fabric surface from direct contact. A slightly longer dwell time at lower heat cures the ink fully without triggering the dye migration that a short, high-heat blast would cause.
Settings to prevent dye migration and scorching
Getting your printer and heat press dialled in correctly is just as important as pretreatment when you can DTG print on polyester successfully. The wrong combination of temperature, pressure, and ink density will cause dye bleed or scorch the fabric before the ink even cures properly.
Heat press temperature and pressure
Keep your heat press between 150°C and 160°C and reduce your pressure to medium rather than firm. Heavy pressure traps heat unevenly across the surface, which creates hot spots that trigger migration in specific areas. Always place a Teflon sheet or parchment paper between the platen and the garment to act as a buffer.
A lower temperature with a longer dwell time of 45 to 55 seconds gives you full ink cure without pushing sublimation dyes out of the fibres.
Ink density and colour profile settings
Lower your ink density to roughly 80 to 90 percent of what you’d normally use on cotton. Excess ink sits on top of polyester rather than absorbing, which leads to cracking and poor wash results. Adjust your colour profile in your RIP software to compensate for the reduced saturation, and run a test print on a scrap piece of the same fabric before committing to a full production run.
Alternatives when polyester is a must
If you’ve worked through the steps above and still can’t get the results you need, or if your garment is 100% polyester in a dark colour, DTG probably isn’t the right tool for the job. The question of whether can DTG print on polyester always produce great results has an honest answer: sometimes the fabric simply isn’t suitable, and a different printing method will serve you better.
Sublimation printing
Dye sublimation is purpose-built for polyester and delivers vibrant, full-colour prints that won’t fade, crack, or peel. The dye bonds directly with the synthetic fibres, which means the print becomes part of the fabric rather than sitting on top of it. It works best on white or very light polyester garments, so keep that in mind when choosing your base colour.
Sublimation on 100% polyester consistently outperforms DTG on the same fabric in both colour vibrancy and wash durability.
Screen printing or heat transfer vinyl
Screen printing handles polyester well at lower cure temperatures and suits bulk orders with simple designs. Heat transfer vinyl (HTV) is a practical choice for smaller runs or name-and-number applications on performance wear, giving you a clean, durable result without the dye migration risk.
Final takeaways
The honest answer to can DTG print on polyester is: it depends. Fabric composition and garment colour are the two factors that decide whether you’ll get a print worth wearing or one that bleeds and fades after a single wash. Blended fabrics with at least 50% cotton content, light base colours, polyester-specific pretreatment, and lower cure temperatures all work together to give you the best possible outcome. Miss one of those variables and the whole print can fall apart.
When polyester is the only option and the garment isn’t suitable for DTG, sublimation, screen printing, or heat transfer vinyl will deliver far more reliable results. Picking the right method for your fabric upfront saves you wasted product, time, and money.
If you’re unsure which printing method suits your order, get a free custom apparel quote from Apex Workwear and we’ll review your design, recommend the right print method, and give you honest pricing before you commit.