If you’ve ever wondered how does DTG printing work, you’re not alone. Direct-to-garment printing has become one of the most popular methods for producing custom apparel with detailed, full-colour designs, but the process behind it isn’t always well understood.
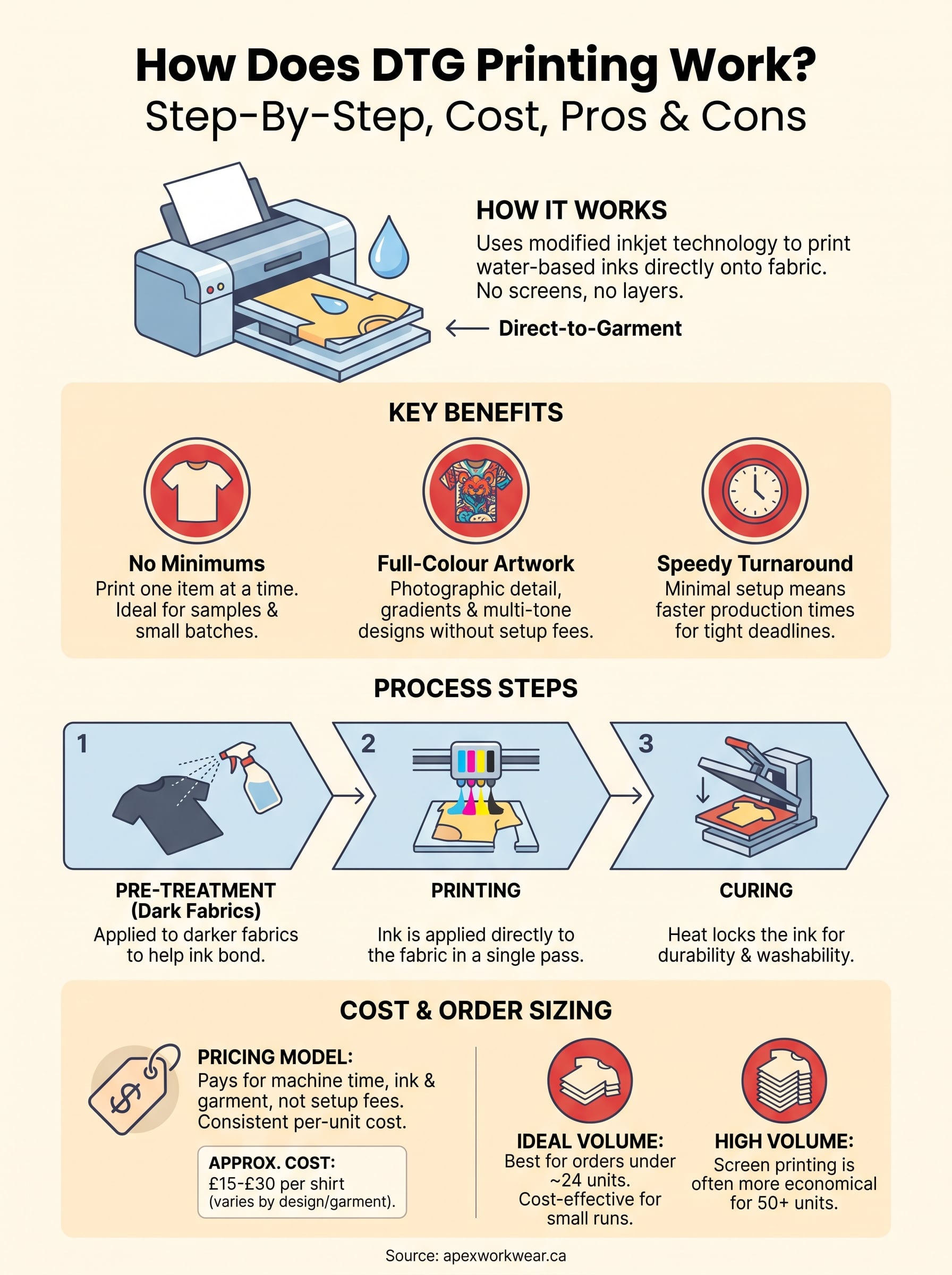
At its core, DTG uses modified inkjet technology to print water-based inks directly onto fabric. No screens, no layers of vinyl, just ink applied straight to the garment. It’s the method we use at Apex Workwear for orders that call for photographic detail, complex artwork, or smaller runs where screen printing wouldn’t make practical sense.
This guide breaks down the DTG process step by step, covers what it actually costs, and lays out the real pros and cons so you can decide whether it’s the right fit for your project. We’ll also compare it to screen printing and DTF to help you make a confident choice.
Why businesses use DTG printing
DTG printing fills a specific gap that other methods struggle to cover. If you need a small batch of custom shirts for a product launch, a staff event, or a pop-up sale, you don’t want to pay for screen printing setups that only make financial sense at higher quantities. DTG removes that barrier entirely, letting you order exactly the quantity you need without inflating your budget to justify the print run.
No minimums, no wasted inventory
One of the clearest reasons businesses choose DTG is the ability to print one item at a time if that’s all you need. A startup testing a branded merchandise idea doesn’t have to commit to 50 or 100 units upfront. You can print a single sample, review it, and scale from there once you know the design works.
This makes DTG the practical default for anyone exploring custom apparel for the first time or running limited-edition drops with unpredictable demand.
Running fewer units also means less unsold stock sitting in a back room. For small businesses watching their cash flow, that matters.
Full-colour artwork without screen setup costs
Screen printing charges a setup fee for every colour in your design. A logo with five colours means five screens, and those costs add up before a single garment is printed. DTG sidesteps that entirely because the printer handles every colour in one pass, treating your artwork the same way a standard inkjet printer treats a document.
Your photographs, gradients, and multi-tone illustrations print as cleanly as any graphic would on paper. That level of detail is simply not practical with screen printing unless you’re ordering high volumes that justify the cost of each additional screen.
Speed when your timeline is tight
When you’re trying to understand how does dtg printing work in a production context, turnaround time is a critical factor. Because DTG requires no physical screens or transfer films, setup between jobs is minimal. A new design can go from approved artwork to a finished garment in a matter of hours, not days of prep work.
That speed makes DTG a reliable option when you’re working toward an event, a product shoot, or a client deadline with little room for delay.
How DTG printing works step by step
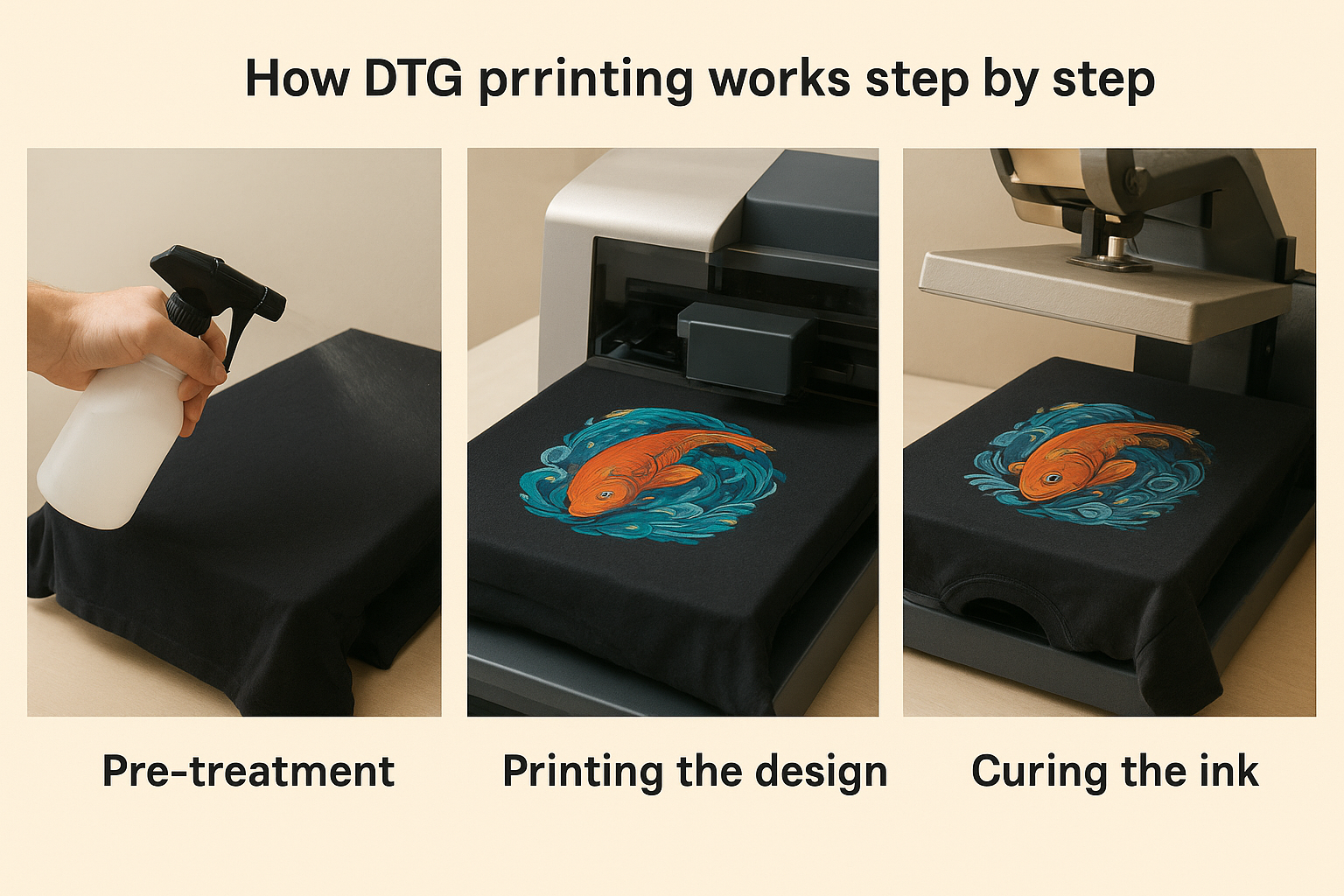
Once you understand how does dtg printing work at a mechanical level, the process becomes straightforward. Each garment moves through three core stages before the finished product is ready: pre-treatment, printing, and curing. Skipping or rushing any one of these steps is where quality problems start.
Pre-treating the fabric
Pre-treatment is the stage most people don’t see, but it’s critical for darker or coloured fabrics. A liquid pre-treatment solution is applied evenly across the print area using a spray machine. This solution bonds with the fabric fibres and creates a surface that holds the ink in place instead of letting it absorb unevenly into the material. White and light fabrics often skip this step, but anything in a mid-tone or dark colour needs it.
Printing the design
After pre-treatment dries, the garment is laid flat on a flatbed printing platen and fed into the DTG printer. The machine reads your digital artwork file and jets water-based inks directly onto the fabric in a single pass. Colour layering happens automatically, with white ink printed first as a base layer on dark garments, followed by the colour inks on top.
This is where DTG’s precision shows: the printer reproduces fine lines, gradients, and photographic detail without any manual colour separation.
Curing the ink
The final step locks everything in. The printed garment goes through a heat press or conveyor dryer, which bonds the ink permanently to the fabric. This stage determines how well the print holds up through repeated washing, making it just as important as the print itself.
What affects DTG print quality and durability
Understanding how does dtg printing work is only half the picture. The other half is knowing what variables shape the final result, because even the best printer produces inconsistent output when the inputs are wrong. Fabric choice, artwork quality, and aftercare all play a direct role in how sharp and long-lasting your print will be.
Fabric composition
Cotton is the ideal substrate for DTG. The ink bonds tightly to natural fibres, which is why 100% cotton garments consistently produce the cleanest, most vibrant results. Blended fabrics like 50/50 cotton-polyester still print well, but the polyester content reduces ink absorption, which can soften the overall colour vibrancy. Synthetic fabrics like pure polyester are generally a poor fit for DTG and suit DTF or sublimation better.
Choosing the right blank garment before you design anything will save you from avoidable quality issues later.
Artwork resolution
Low-resolution artwork is one of the most common causes of blurry or pixelated prints. Your design file should be at least 300 DPI at the intended print size. Vector files are the cleanest option, but high-resolution raster files in PNG or TIFF format also work well. Sending a compressed JPEG stretched to fill a large print area will show in the final result.
Washing and care
Proper aftercare extends the life of any DTG print significantly. Turning garments inside out before washing, using cold water, and avoiding tumble drying on high heat all reduce the friction and heat that break down ink bonds over time. Following these steps keeps colours looking fresh for far longer.
DTG printing costs and order sizing
DTG pricing works differently from screen printing because there are no setup fees tied to the number of colours in your design. What you’re paying for instead is machine time, ink consumption, and garment cost, which means the price per unit stays fairly consistent whether you order one piece or twenty. Understanding how does dtg printing work financially helps you budget accurately from the start rather than getting surprised at checkout.

What you’ll pay per unit
Expect to pay roughly $20 to $40 CAD per shirt for a standard DTG print on a quality blank, depending on design complexity and garment weight. Large, ink-heavy prints on dark fabrics cost more because they require a full white base layer underneath the colour inks, which uses significantly more ink overall. Simpler designs on white or light garments sit at the lower end of that range.
The per-unit cost is higher than screen printing at scale, but you’re paying for flexibility, not inefficiency.
When DTG makes financial sense
DTG is the stronger financial choice for orders under roughly 24 units. Below that threshold, screen printing setup costs push the price per piece well above what DTG charges without any of the flexibility. For sample runs, limited releases, or personalised items where every piece carries a unique name or number, DTG is the only method that doesn’t penalise you for low volume. Once your quantities climb above 50 or 100 units, it’s worth requesting a screen printing quote to compare, since bulk runs shift the cost equation considerably.
DTG vs DTF vs screen printing
Picking the right printing method comes down to what you’re printing, how many pieces you need, and what fabric you’re working with. Once you understand how does dtg printing work, comparing it against DTF and screen printing becomes straightforward, and the differences between them are practical rather than technical.
DTF: when fabric type limits your options
DTF, or direct-to-film, prints your design onto a special film first, which is then heat-transferred onto the garment. This makes it highly versatile across fabric types, including polyester and nylon where DTG struggles. The print sits on top of the fabric rather than bonding into it, which gives DTF a slightly raised texture. For blended or synthetic garments, DTF is often the better call.
DTF doesn’t require pre-treatment, which speeds up production on certain fabric types, but the feel of the print is noticeably different from a DTG result.
Screen printing: purpose-built for volume
Screen printing uses stencilled screens and thick inks pressed through mesh to apply colour layer by layer. Each colour requires a separate screen, so the setup cost is fixed regardless of how many units you produce. That structure makes screen printing extremely cost-effective at quantities above 50 units, where the setup fee spreads across enough pieces to drop the per-unit cost well below DTG rates. Simpler designs with fewer colours see the biggest savings at scale.
Which method fits your order
Use this comparison to narrow down your choice:
| Method | Best for | Fabric | Min quantity |
|---|---|---|---|
| DTG | Complex artwork, small runs | 100% cotton | 1+ |
| DTF | Synthetics, mixed fabrics | Most fabrics | 1+ |
| Screen printing | Simple designs, bulk orders | Most fabrics | 24+ |
Final takeaways
DTG printing is a practical, flexible choice when you need detailed artwork on small quantities without paying for screen setups you don’t need. Now that you understand how does dtg printing work, the key variables are clear: use 100% cotton garments, supply high-resolution artwork, and follow proper aftercare to get the most out of every print.
For orders under 24 units, DTG is almost always the most cost-effective and fastest route to a finished product. If your fabric is synthetic or your quantities are climbing past 50 units, DTF or screen printing may serve you better, so comparing quotes before committing is always a sensible step.
Ready to see what your design looks like on a finished garment? Request a custom apparel quote from Apex Workwear and get a digital proof back within 24 hours, with no minimum order required and free local shipping across the GTA.